
初次听到 DQA的称呼,还真的不知道是什么东西。与一些世界五百强公司接触之后,才明白原来叫 设计品保,是一个在新产品阶段检讨确认设计是否具备量产性的非常重要的职位,所谓品质是设计出来的,其实 DQA的工作职责就是一个最好的诠释和注脚。

◎ 统计数据表明:产品的设计开发成本虽然仅占总成本的10%—15%,但决定了总成本的70%—80%。鉴于产品设计阶段对最终产品质量和成本重要作用,人们越来越清楚的认识到:好的产品质量是设计出来的。
1、糟糕的设计可以靠后天克服吗?
曾经几何时,围绕QCD-品质、成本、交期的精益设计理念,因为不思进取的本位主义观念,杀鸡取卵的短视行为而被抛弃。很多代工厂和加工厂的RD(设计人员),不再去制造现场动手做设计,而是躲在办公室里画图纸,再加上有经验的RD过度流失。造成空中楼阁的设计,无法转化成实际的制造能力,而且也不愿承认自己的设计问题。一味地隐藏自己地错误,混到量产就开始溜之大吉。从而糟糕的无法量产的设计问题,让这些逃避责任的RD找了一个非常冠冕堂皇的借口,叫做“设计问题,制程克服。”最终合理的设计更改建议被他们以种种理由否决,最后找了个临时凑合的对策勉强做到量产。一但交不出来货则两手一摊,这个是品质部门的责任,这个是供货商的责任要品质改善要提升良率。然后,便是无穷无尽的灾难。停线,交不出来货,库存挑选,客诉,索赔等等等等。
举个例子,某机种因塑胶粒子本身物性的问题黑色料件,经过长期摆放在仓库中尺寸会收缩造成超标。试产时候就已经发现这样的问题,可RD也束手无策。
搞出了一个每次投线在空调房放上几天回温的临时对策,就这样一直对付着投下去了。可是终归不是长久之计,终于前段时间东窗事发。经过空调房回温的产品上线,依然发生超标组成成品有间隙的不良,比例过大,导致停线。最后,还是把RD找出来。量产工程和供货商做了多次验证证明这款塑胶料不稳定,RD在铁证如山的数据面前,不得不承认这是设计问题RD先材料就是没有选对。最后放宽了间隙的标准了事,前前后后光停线,供货商做的验证少说也有近十几万的失败成本了。
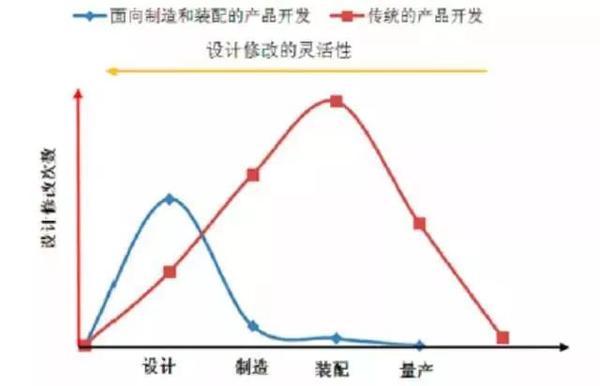
可是这些损失如果在新机种验证阶段RD能正视现实,放下那点可怜的自尊。应该是完全可以避免的,最少我们不用走这么久的冤枉路。所以,糟糕的设计后天克服是很难做到根治的。设计一样要做的第一次就要设计好,要走DFM(为制造而设计)、DFA(为组装而设计)的路,才能真正地在是产有好的品质可言。
2、品保在试产阶段只看制程问题?
其实我们在认知上存在着很多误区,所以才会造成现在新机种试产的惨状。说白了,很多设计的问题迟迟无法解决,归根结底是设计的好坏缺少验收和监管机制。这与公司高层对RD的过度溺爱有直接的关系,其实大家都知道不能严格要求及不经历风雨的孩子基本上是不可能成材的。品保在试产阶段的三大误区:
误区1:我们是品保,只需检讨制程或材料问题。评论:大错特错,试产最多的问题因为规格,制程,治具,模具,机台都没有完全定下来。所以最多的问题恰恰不是制程,材料问题而是设计,规格,模具,程式等的问题。而这个往往被我们忽视没有去盯RD有无彻底解决,从而丧失最佳解决设计问题的时机点。举例:某机种料件上一处泡棉在试产投线时贴歪,有可能干涉配合件,品管认为这是RD未定义正确贴附的标示线。RD去定义就好,从而并没有把它列入试产问题追踪表。这个看似与品保无关的标准问题,一拖到大量投线就会有可能导致大批投线不良。从而引起一连串的连锁反应,要花大量的人力物力来处理。
误区2:RD有针对这个设计问题给出对策了,应该没问题了。评论:如果我们自己不去确认对策有无执行,效果有没有真的改好。那么我们就无意中又为量产埋下了一颗定时炸弹。举例:喷漆良率低,异色原因分析出来是模具的进胶道有积碳造成,RD认为修模成本太高。退而求其次让供货商用定期对进胶道进行抛光来克服,可效果不得而知。如果我们品保不去确认抛光后的良率是否有满足交货良率,并且与RD一起合作定义合理的抛光管控标准。(多久抛光一次或多少模抛光一次)最终我们其实是在和RD一起自欺欺人。
误区3:设计是RD的事,我们只要在量产时等着交接就好啦。评论:有这种观念的品保,大部分在量产时等来的是一堆的问题。然后一头雾水地被责难品质太差,没有管好云云。正确的观念和做法,就是要早期参与设计过程,尽可能地了解产品的制程物性以及设计的Bug(缺陷)。这样早期干预,早期确认。才会有量产的长治久安,品保在新机种试产提前介入好处多多。举例:某机种高光面外观问题超多,良率无法达到要求。品保在试产时天天与RD检讨,追踪RD的解决方案。并列举之前类似机种的良率数据,最后说服RD以此产品外观规格超出供货商制程能力依据,从数据及专业上成功说服客人放宽外观规格。从而成功是量产,并且顺利配合出货。
产品设计质量决定了产品的固有质量,是产品全生命周期质量控制的“瓶颈”。近几年来,国内外产品质量安全事故频发,引起人们对产品质量问题的广泛关注,而统计分析发现,产品质量问题的源头30%来自制造,而70%来则自产品设计缺陷,因此如何系统地、有效地对产品设计过程中质量问题进行管理,保证产品质量,已经成为企业面对的具体问题和研究热点。总而言之,试产要努力地找问题,量产的问题才不会来找你。唯有敢于挑战技术设计问题,不断地问,这样解决可以持续稳定的生产吗?这样解决会有交货的良率吗?这样解决现场作业人员容易操作,不会出错吗?才有机会在试产时把影响量产品质的风险问题发现并解决,真正做到花80%的精力和时间在试产上,从而实现只要花20%的时间就可以轻松管理量产机种的品质。3
3、质量源于设计,根绝缺陷源头
大多数企业都会不断制造新的质量问题,而这些问题迟早需要有人加以解决。或者正如管理大师约瑟夫·朱兰(JosephM.Juran)概括的那样,几乎所有产品开发流程都会孕育新的质量问题。在其著作Juran on Quality by Design:The New Steps for Planning Quality into Goods and Services中,朱兰用 “ 质量源于设计 ” 这个说法来形容杜绝质量问题所需遵循的综合准则。一、剖析业务问题质量上的问题源自新产品导入(NPI)流程中三个环环相扣的差距(参见图1)。质量源于设计是一套系统的方法,需要多种统计数据、经济、规划、心理学等工具的支持,以弥补这些差距,根绝质量问题的源头。我们先来讨论新产品导入过程中的差距,也就是图1的内容。
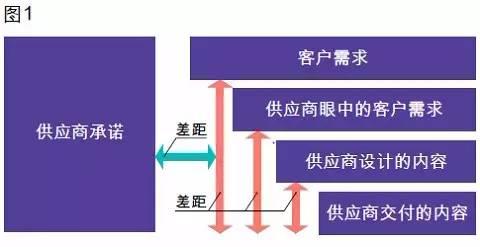
理解差距企业对客户和客户的真实需求往往所知有限,有时候甚至是错误的。即使组织竭力挖掘客户需求,它们还是经常没搞清客户的真正需求。设计差距因为设计是由专业的设计人士(例如电气工程师、软件工程师、金融分析师、内科医师、厨师等)筹备的,客户的需求被这些专家按照自己的理解进行过滤,以反映专业人士所推崇的优秀设计。在探讨如何实现某个科技成果的技术问题时,这些设计专家是当仁不让的权威,但他们对于客户所需结果的理解并不完全等同于满足客户的期望。执行差距最终的产品(商品、服务或信息)与设计不符。大多数质量改进举措(不论是六西格玛还是其他项目)通常都会处理这一差距,企业对于这类改进也非常熟悉。不过,设计者依然坚持认为,首批新产品会“很自然地存在更多问题,直到我们将这些问题逐渐排除”。
这种态度很明显会容许甚至是鼓励执行方面的差距。营销差距由于存在以上三种差距,专业的营销和销售人员在与客户沟通时要面对一系列挑战。他们需要调和对现实情况的不同看法,因此他们所传递的信息就不可避免地会与不同的实情产生差距。这些差距从根本上构成了企业许多问题的源头:质量低下所带来的成本上升;新产品错过发布日期以及未能达成收益目标;新产品导入的成本超出预算;客户因为不满意或完全失望而离开;市场份额被竞争对手抢走,因为对方能将更好的产品更快推向市场。缩小这些差距和从根源上消灭新问题是一个整体的战略,而这一战略的实施需要企业将以下特性纳入组织的架构中:
综合规划;以客户为焦点进行优化;对变数加以控制。整个架构和其中的主要元素都是缩小差距所必需的。在实际操作的过程中,某些人过于痴迷于架构的某个部分或具体的工具,从而忽视了更大的目标,这也限制了他们运用这个架构的效果。在遵守质量源于设计原则的项目中,方方面面都会呈现这些架构的特性。这类项目的主要阶段和这些阶段细分成的多个步骤,参见图2。
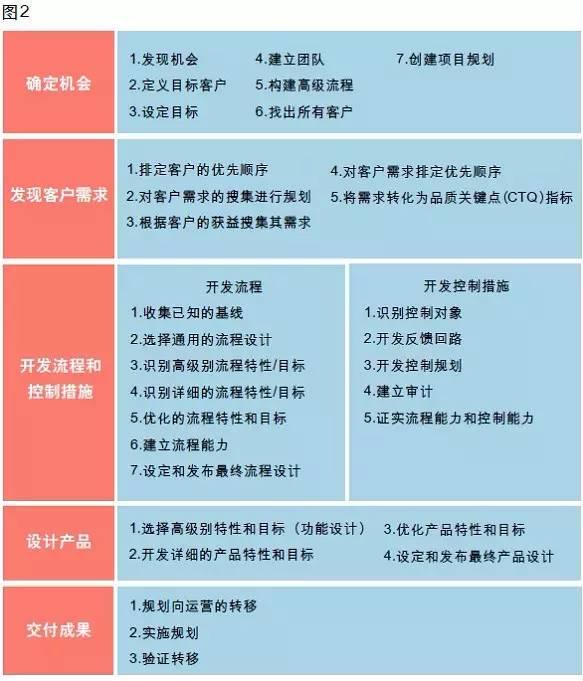
接下来我们讨论图2的内容,从中可以看出遵守质量源于设计原则的项目所涉及的具体阶段和各细分步骤某些管理者的反应是,这种结构化的方法看上去需要花不少工夫,特别是当他们“知道”需要做什么的时候。从某种意义上来说,任何新产品导入流程都会涉及图2中列出的所有要点。但是,组织是否会根据合理的数据和对数据的可靠理解妥善处理所有要点?正如朱兰曾经在谈论质量问题是如何持续不断地损害企业的产品和服务时所说的:“按照规划应该是那样的。”综合规划需要由团队中的领导者全权负责,定义新产品从客户购买、使用、服务和向他人推荐过程中的机会。这位团队负责人直接向更高层级的管理人员汇报,或者由公司高管直接担任团队负责人。所有团队成员的工作就是确保新产品成功。除了组织上的整合,团队如要成功,就必须先清楚地说明企业衡量和授权的产品拥有哪些共同的目标。这些目标应至少包括下列元素:
· 新产品所服务的目标客户或客户细分市场· 质量的相对和绝对目标· 最初一个时间段和长期产生的销量或销售收入· 与关键对手比较的相对市场份额、渗透率或销售额
· 发布日期这个团队将遵照
图2中的 “ 质量源于设计 ” 法所示的结构化流程。新产品的成功得益于这个架构,它还是所有参与推出新产品的人员所遵循的共同框架。在规划方面,还有一套整合的电子表格为这个基本框架提供支持。这些表格能够清晰地记录和衡量与项目成功相关的所有重要元素,并能够让组织对设计、开发、交付和控制的所有元素按照优先级别进行严格的排序。这种现代式的规划表格源自质量功能展开(QFD)工具,但更先进一些,同时在现代化的计算功能的帮助下,应用起来更容易,分析和规划能力更强大。
二、实现以客户为中心的优化“质量源于设计”这种方法的起点和终点都是客户。每次新产品导入的过程中总是会存在某种程度的妥协。如果存在多位客户,他们的需求可能会发生冲突。即使是同一位客户,其需求也有可能会彼此冲突。产能和速度与运营成本存在冲突。产能与速度存在冲突。灵活性高、特性丰富的产品/服务可能会导致易用性下降。“质量源于设计”的实践提供了各种各样的工具和方法,帮助组织实现以上这些妥协,并且对客户最有利。某些工具需要大量的计算,而其他的工具则更注重客户行为。但所有这些工具和方法的重点都在于如何找到妥协的“黄金分割点”,让客户感觉得到了最佳的结果。
有时候,创造性在产品开发中发挥的作用也会引发激烈的讨论。创造性和创新必须得到高度重视,而“质量源于设计”的实践让组织对于功能设计、产品特性和目标以及生产设计都抱有较高的期望。这种实践能够通过其体系提供强有力的保障,使得客户对最终设计感到满意并培养客户忠诚度,而在设计中发挥的创造性也能得到不错的回报。在遵循这种实践的公司中,创新结果不被接受或是设计中的创造性没能达到预期效果的风险相对低得多。在这种结构化的环境中,真正杰出的创新成功的几率会大幅提高,确保交付毫无缺陷的优秀设计。
三、控制变数变数无处不在。同样的需求在不同客户眼中的优先级别也会相对发生变化。最终产品的表现也会变化。生产流程和物料也会有变动。
纵观现代经济史,大部分时期,生产者和消费者在出现变数时只不过是承受并设法纠正其后果。即使是现在,在我们对于变动的性质和后果有了更全面的理解之后,许多的新产品导入过程依然要受变数的影响。而相应地,设计人员应该努力消除这些看似不可避免的变数,以防止其祸害产品开发工作。
“质量源于设计”的实践吸收了最先进的现代化工具以控制变数,而不是承受变数带来的后果并亡羊补牢。这些工具和方法首先都会衡量和了解已经存在的变数。当然,在引入新产品时,总有些新颖的因素貌似会对我们根据历史数据衡量变数的能力构成限制。但我们可以从多个来源获取信息来补上这个缺口:类似元素的历史数据很少有某种设计中的新元素会前卫到旷古绝伦的程度,以致在其他地方完全找不到相同或本质上相似者,彻底断绝了我们从曾经出现过的变数中获取宝贵经验的希望。
如果正在开发的产品中上一代的设计并不包含该组件,不同的产品线甚至完全不同的应用中也有可能曾使用过这种组件或类似的部件。当然,在从一个应用类推另一个应用时务必要小心,但如果确实存在此类数据,我们还是应当加以参考,以尽量减少被我们忽视的变数。测试与建模大多数新产品在发布之前都会或多或少进行一些测试,不过不进行测试的新产品—尤其是在服务业—其数量也实在是高得惊人。
遗憾的是,大多数测试使用的样本数非常小,实验设计效率不高,或者覆盖的使用范围太小,以致不能合理地衡量变数。历史数据、测试和建模可以融为一体这样有助于通过标准的统计技巧,以泊松分布或其他适用的分布为基础,预测、分析和消除变数带来的负面影响。一旦我们衡量了自己面临的变数并概括出了其特点,就可以选择“质量源于设计”的多种战略以控制变数,每种战略都有相应的工具和方法为你提供帮助。


